
EMAIL:
wr@insulatedpipeline.com



 National Service Hotline
National Service Hotline
Number of visits:4 Seconds Update time:2023-08-29
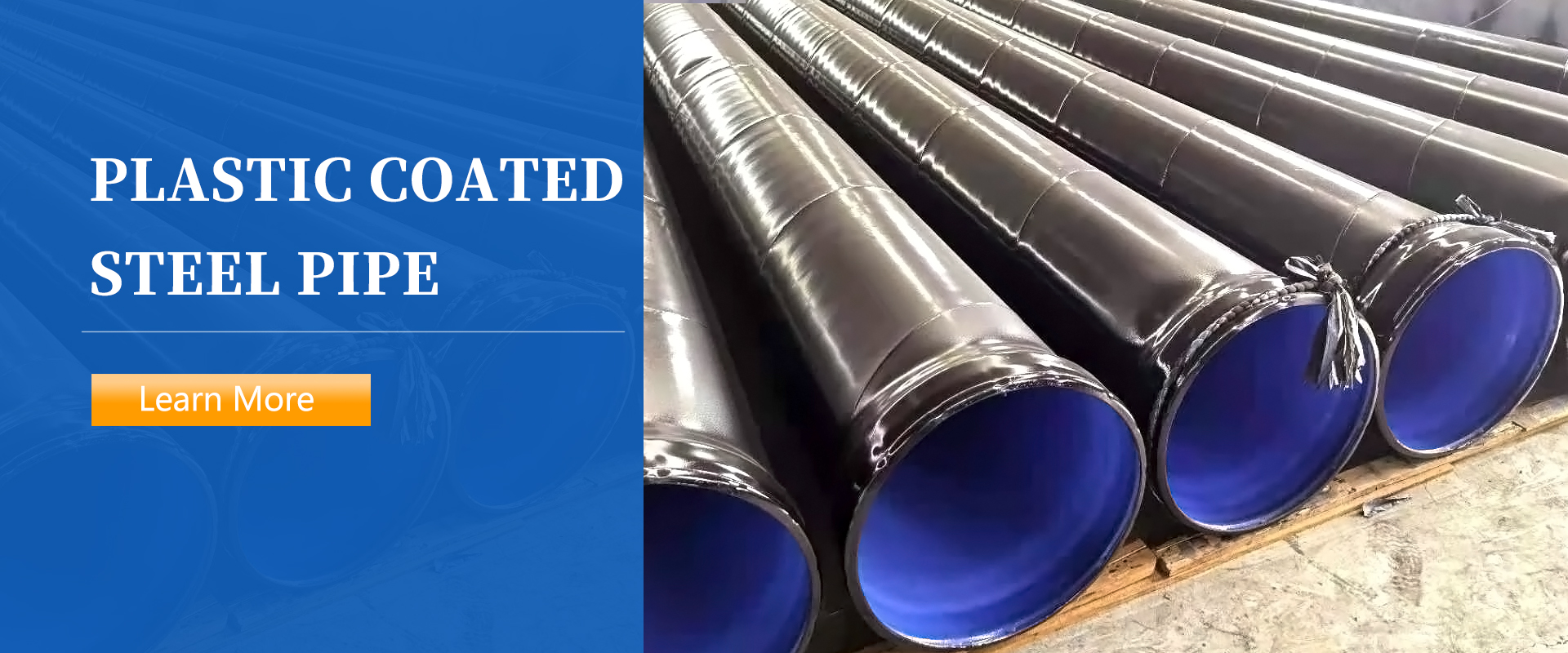
The production process of straight seam welded pipe is simple, the production efficiency is high, the cost is low, and the development is fast. The strength of the spiral welded pipe is generally higher than that of the straight seam welded pipe. However, compared with the same length of straight seam pipe, the length of the weld is increased by 30~100%, and the production speed is lower. Therefore, most of the welded pipes with smaller diameters use straight seam welding, and most of the welded pipes with large diameters use spiral welding.
Rust removal and maintenance method of straight seam welded pipe:
The maintenance of straight seam welded pipe equipment has become a headache. Straight seam welded pipe equipment plays an important role in life and work. It is generally required that the surface of the straight seam welded pipe fittings reach a near-white level (Sa2.5). The practice has proved the construction process of epoxy, vinyl, phenolic, and other anti-corrosion coatings is commonly used in straight seam welded pipe fittings. This rust removal grade can almost remove the rust. All the oxide scale, rust, and other dirt are removed, and the depth of the anchor pattern reaches 40~100μm, which fully meets the requirements of the adhesion between the anti-corrosion layer and the steel pipe. Near white level (Sa2.5 technical conditions. When the rust occurs on the straight seam welded pipe, it should be treated according to the rust removal method and method to ensure the performance and performance of the straight seam welded pipe. It can be used in different industries and fields, and it can be used in the construction industry. important contribution and role.

Inspection method of straight seam welded pipe:
At present, the most widely used is the use of magnetic powder to detect straight seam welded pipes. Magnetic inspection can generally only detect defects on the surface of welded pipes, and many problems cannot be well reflected and are usually judged based on experience. Then the purpose is to use waves and rays together. This kind of detection can sensitively detect the defects of the welded pipe, but there are also defects in this detection method, and the material, shape, and size of the welded pipe cannot be judged. The current detection methods are all physical detection methods, which can not only reduce the damage to the material but also accurately reflect the material defect problem and obtain the best information. However, everything has two sides, and this detection method is not reliable. It is still necessary to tell the answer based on the customer's long-term use and purchase process with their own experience.
.jpg)
.jpg)


 Scan wechat
Scan wechat